

四川省灵通工具有限公司
关键词:高速钢车刀 高速钢刨刀 碳化硼车刀 高速钢插刀 对焊车刀
服务电话:028-27926318
李 经 理 :13778489789

热门产品:数控刀具、常规刀、高速钢车刀、非标准车刀、钻片、铰刀、硬质合金焊接车刀
搜索

铰刀刀齿加工与测量中有哪些问题以及如何解决
- 分类:公司新闻
- 作者:四川省灵通工具有限责任公司
- 来源:www.scltgj.cn
- 发布时间:2019-01-19 11:08
- 访问量:
【概要描述】1.铰刀刀齿加工与测量方法及误差 一般铰刀的刀齿由铣工在分度头上分度铣出,也有小铰刀由刀具磨在分齿盘上等分磨出、分度。即铣工在对刀时,没在铰刀的中心线上,也只改变了刀齿的前角大小,而不改变等分的均匀度,也就是说对铰刀两刃直径的测量影响不大。但是分度头安装铰刀的跳动或分度头的校正跳动不对、变化大,则铣出的齿就不是等分齿,两齿之间的连线不通过铰刀轴线,无论如何,测量出来的尺寸就不会是直径而是弦长。
铰刀刀齿加工与测量中有哪些问题以及如何解决
【概要描述】1.铰刀刀齿加工与测量方法及误差 一般铰刀的刀齿由铣工在分度头上分度铣出,也有小铰刀由刀具磨在分齿盘上等分磨出、分度。即铣工在对刀时,没在铰刀的中心线上,也只改变了刀齿的前角大小,而不改变等分的均匀度,也就是说对铰刀两刃直径的测量影响不大。但是分度头安装铰刀的跳动或分度头的校正跳动不对、变化大,则铣出的齿就不是等分齿,两齿之间的连线不通过铰刀轴线,无论如何,测量出来的尺寸就不会是直径而是弦长。
- 分类:公司新闻
- 作者:四川省灵通工具有限责任公司
- 来源:www.scltgj.cn
- 发布时间:2019-01-19 11:08
- 访问量:
详情
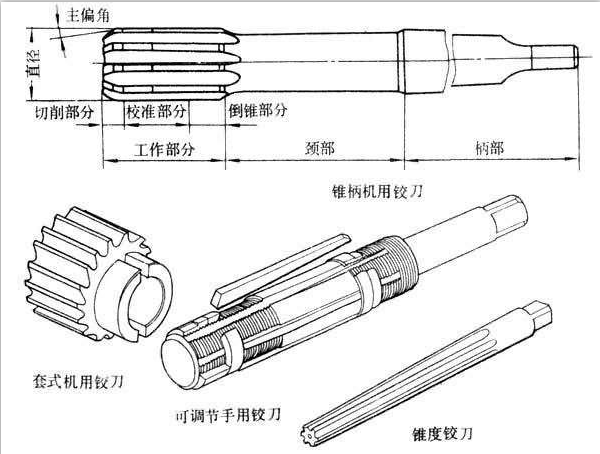
1.铰刀刀齿加工与测量方法及误差
一般铰刀的刀齿由铣工在分度头上分度铣出,也有小铰刀由刀具磨在分齿盘上等分磨出、分度。即铣工在对刀时,没在铰刀的中心线上,也只改变了刀齿的前角大小,而不改变等分的均匀度,也就是说对铰刀两刃直径的测量影响不大。但是分度头安装铰刀的跳动或分度头的校正跳动不对、变化大,则铣出的齿就不是等分齿,两齿之间的连线不通过铰刀轴线,无论如何,测量出来的尺寸就不会是直径而是弦长。

另外一种情况是刀具磨在磨刀齿前刀面时,磨削余量不一致,影响了刀齿的均布,也造成了测量误差。如果刀齿在铰刀的端面,一般从端面目测时就会发现问题;如果刀齿在铰刀的中间,有前引导挡住了,就无法准确地目测到铣工分度头的跳动误差,刀具磨削切削刃前刀面的不均等误差影响就大一些。但在刀具不作圆柱刃小后角时(此时圆柱刃的圆柱度一般在0.8~1.2mm之间),铰刀的真实直径可以准确测量到,只要注意就可以解决。

2. 铰刀测量误差解决方法和思路
(1)用千分尺测量两刃尺寸比图示标注尺寸公差若有微量减小时,不一定是铰刀的工作直径超差,先进行校正,再测量判断。
(2)当测得的两刃之间的尺寸比图示标注的尺寸公差要大,那一定是铰刀直径大了,要返修,因为任何弦长都不会比直径大。
(3)如果铰刀有4刃或6刃,其中有一对刃在合格尺寸范围内,而其余几对刃尺寸偏小,不一定是铰刀不合格,一定要在偏摆仪上找跳动,如果几刃的跳动合格,那此铰刀一定是合格品。如果跳动不合格,那才有可能是把刀齿磨低了,也有可能是铰刀弯曲变形了。
(4)一般而言,在φ20mm以内的铰刀,刀齿用千分尺测得的误差在0~0.025mm之间都要进一步推测,分析原因,不要轻易判定铰刀不合格。
(5)铣刀开齿和刀具磨开齿,对刀不在工件的中心上,只会影响刀齿的前角大小,对直径测量的影响不会太大(对对应的等分齿而言)。

(6)小铰刀刀齿的偏心对直径的测量影响较大,要特别注意排除原因,以免误判。
(7)在与零件相同材料和热处理状态下的试料上试用,对所铰的孔进行测量,根据测量结果与要求的尺寸进行比较,是否在合格的范围内。
经久耐用性价比高四川省灵通工具有限公司 特点刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。简化了刀具的管理工作,降低了刀具成本。高硬度合金生产设计各种焊接车刀,成型刀。尤以非标准刀具见长高硬质合金铣床数控车床大型车床雕铣机刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置高精度刀具寿命高由于刀片避免了由焊接和刃磨高温引起的
关键词:
上一个:
选数控刀具注意的事项
下一个:
欢迎在线留言,提出您的宝贵意见和建议
上一个:
选数控刀具注意的事项
下一个:
欢迎在线留言,提出您的宝贵意见和建议
车刀角度对刀具的影响有哪些?
2021-08-16
车刀角度图文详解
2021-08-03
硬质合金刀具铣切问题解决方案
2021-07-26
硬质合金刀片损伤规律
2021-07-22
MOBILE SITE
手机网站
扫一扫,浏览手机网站

ONLINE MESSAGE
在线留言
客户留言
描述:
Copyright © 2021 四川省灵通工具有限责任公司 All Rights Reserved 蜀ICP备14028805号-1 网站建设:中企动力 成都